On October 26, 2025, the first closed-door session of the "Breakthrough New Technology Series" under the Clinical Research Grand Rounds, titled "Focusing on the Frontier, Breaking Bottlenecks Together: Challenges and Opportunities in the Clinical Translation and Industrial Implementation of In Vivo CAR-T," was successfully held in Beijing.
The closed-door session was highly productive, bringing together nearly 60 leading experts from research, clinical practice, industry, and capital. They engaged in professional presentations and in-depth discussions centered around three key topics: "Key Issues in Targeted Delivery for In Vivo CAR-T," "Technical Development Differences Between Viral‑Based In Vivo CAR-T and Commercialized CAR-T," and "Critical Process Challenges for mRNA‑Based In Vivo CAR-T."

闭门会现场
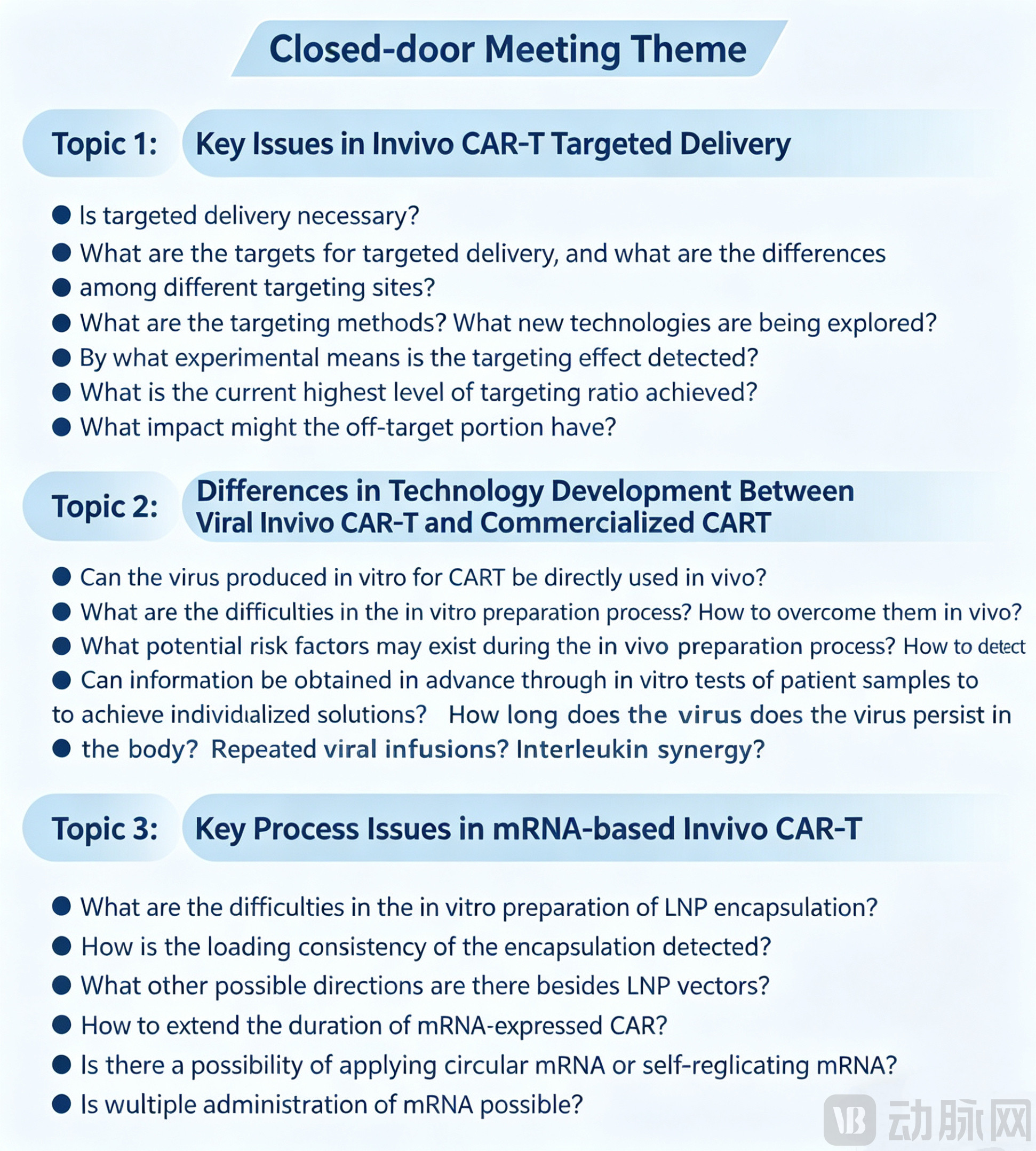
闭门会讨论主题
The closed-door meeting series "Clinical Research Grand Rounds: Breakthrough New Technologies Series," initiated by the GCP Center of the Cancer Hospital, Chinese Academy of Medical Sciences, in partnership with Arterial Network (VBDATA), focuses on cutting‑edge directions such as cell and gene therapy, therapeutic vaccines, and oncolytic viruses. It aims to bring together top forces from basic research institutions, clinical research teams, innovative biopharma companies, and industry capital to conduct in‑depth discussions on core issues including technological R&D bottlenecks, clinical translation challenges, and industrial implementation pain points. Through a model characterized by "small scale, high focus, and deep interaction," the series seeks to explore pathways to solve key problems and accelerate the transition of novel oncology technologies from "theoretically feasible" to "accessible to patients."
According to post‑conference survey feedback, overall participant satisfaction was high. The vast majority of attendees gave high praise to the conference and expressed willingness to continue participating in future events, reflecting strong recognition of the conference content. Participants generally agreed that the conference provided a comprehensive and in‑depth exploration of in vivo CAR‑T technology, covering multiple aspects including pharmacology, non‑clinical studies, and clinical trials, helping attendees break down silos and better understand clinical development. Many participants noted that the conference was "end‑to‑end" in its approach, starting from the clinical perspective and emphasizing the rigor of scientific research, particularly the importance placed on IITs (investigator‑initiated trials). The conference facilitated connections between clinical practice and R&D, providing a practical and efficient platform for exchange. Some participants praised it as "the most in‑depth in vivo CAR‑T conference of the year."
The main focus areas were as follows:
Deepened technical understanding: In vivo CAR‑T technology was the center of attention. Participants gained a comprehensive, in‑depth understanding of it—from basic concepts to clinical practice—and found the experience highly rewarding.
Breaking down cross‑disciplinary barriers: The silos between CMC, non‑clinical, and clinical stages were successfully removed. Participants gained clear insight into the full landscape of clinical trials, laying a solid foundation for future R&D and clinical alignment.
Supplementing practical knowledge systems: The in vivo CAR‑T field provided a thorough and detailed knowledge base, which participants found invaluable. Particularly in areas such as manufacturing processes and quality systems, many gained insights into points they had not previously considered.
Expanding clinical perspectives: Participants deepened their understanding of clinical researchers' logic and perspectives, establishing a strong foundation for product design and subsequent communication, ensuring that R&D directions are more closely aligned with clinical needs.
Below are some key takeaways from the closed‑door meeting:
"The development of in vivo CAR‑T must follow rigorous pharmaceutical development logic, not laboratory thinking. Safety is the cornerstone. Whether using viral or non‑viral approaches, off‑target risks, immunogenicity, and process impurities must be strictly assessed and controlled. At the same time, dosing needs to be explored through strict clinical dose escalation."
"Decision‑making must be data‑driven. Before entering the clinic, solid preclinical data must clearly define the product's advantages and risks. The primary task of the clinical stage is to validate prespecified scientific hypotheses, not to engage in blind trial‑and‑error."
"Regarding delivery vectors, the core challenges for viral vectors lie in targeted modification and compliance upgrades of manufacturing processes. In the field of in vivo CAR‑T, viral vectors must be transformed from 'production tools' into 'products' that meet pharmaceutical standards. However, this faces severe industrialization challenges, including high patent barriers, difficulties in large‑scale production, and stringent impurity control."
"For non‑viral vectors represented by LNPs, their advantage lies in scalability of production, but they face challenges such as short in vivo expression duration and insufficient extrahepatic targeting. Strategies such as optimizing LNP formulations and using circular RNA can be explored to extend expression duration and improve targeting efficiency."
Li Ning, Vice President and Chief Physician of the Cancer Hospital, Chinese Academy of Medical Sciences:
Return to the essence of science and speak with quantifiable, verifiable data.
Clinical application is the ultimate testing ground for validating our scientific hypotheses, not an incubator for trial and error. Data is the common language of science, and we must return to the essence of science. The industry should establish an evaluation system based on objective data, so that everyone speaks with quantifiable, verifiable data. Before any exploratory approach enters the clinic, it must undergo thorough benchmarking studies to demonstrate, with data, why your technology is superior to existing solutions.
More importantly, we must clearly recognize the systemic challenges in transitioning from the laboratory to industrialization—especially in the field of viral vectors. When a vector shifts from being a tool for in vitro production to a drug directly administered into the human body, the entire quality system, manufacturing process, and safety standards must be reconstructed. In the process of translating science into application, every innovative drug must undergo rigorous dose exploration. Let us together adopt a "serious medicine" attitude, using solid scientific foundations and rigorous clinical validation to advance the field of in vivo CAR‑T toward maturity. This is our responsibility to patients and a testament to our respect for the spirit of science.
Ma Peiwen, Research Physician at the GCP Center of the Cancer Hospital, Chinese Academy of Medical Sciences:
The necessity of targeted delivery for in vivo CAR‑T should be analyzed from the perspectives of both safety and efficacy.
There are currently two schools of thought on whether in vivo CAR‑T requires targeted delivery. Considering both safety and efficacy, the prevailing view still favors the need for targeted delivery. On the safety front, risks arise from off‑target cell activation, such as toxicity due to broad target recognition and secondary resistance caused by tumor expression of the CAR. On the efficacy front, the anti‑tumor effect is still primarily driven by subsets such as T cells and myeloid cells, making precise delivery key to improving therapeutic outcomes.
Regarding safety, off‑target effects are a major challenge, including activation of non‑target cells, hepatotoxicity, and even resistance induced by CAR expression on tumor cells. It is particularly important to emphasize that viral vectors designed for in vitro use cannot be directly applied in vivo; they require deep engineering to reduce immunogenicity, enhance targeting, and lower impurity levels.
In terms of delivery systems, viral and non‑viral vectors show clear differences. Lentiviral vectors can be engineered for improved targeting through envelope protein mutations, antibody recognition, etc., but face challenges such as serum stability, genomic integration, and immunogenicity. Non‑viral vectors such as LNPs can achieve 80–90% transfection efficiency, but have limitations including short expression duration and hepatotropism risk. Notably, viral vectors require 7–21 days to reach peak expression and sustain it for more than 35 days, whereas LNPs peak within only 6 hours—this fundamentally determines different detection and clinical dosing strategies.
From an industrialization perspective, in vivo CAR‑T uses the vector itself as the final product, imposing higher demands on batch consistency, process scale‑up, and quality control. Looking ahead, emerging technologies such as circular RNA, self‑amplifying RNA, and strategies combining cytokines or epigenetic modulation are expected to further prolong the duration of action of in vivo CAR‑T and drive industrial development.
Chen Zhengju, CTO of Beijing Baite Biotech:
Polymer nanocarriers are one of the important technological approaches for in vivo CAR‑T.
In terms of technology pathway selection, based on our assessment of the limitations of existing vectors, we ultimately focused on the development of polymeric nanocarriers. This choice was primarily driven by an analysis of the current industrial landscape: traditional LNPs face challenges that are well recognized by the industry, such as low extrahepatic targeting, immunogenicity risks, and stringent low‑temperature storage requirements. Moreover, the core patents are dominated by overseas entities, creating technical barriers.
Therefore, in the development of our polymeric nanocarriers, we have dedicated efforts to optimizing several key parameters:
Organ targeting: Through extensive animal screening, we have obtained fractions that accumulate in the spleen, aiming to reduce non‑specific exposure of the liver and kidneys.
Transfection efficiency: Our data show that in specific experiments, transfection efficiency can exceed 70%, with observed effects in animal models.
Process and cost: We have developed a two‑step synthesis method using compliant, low‑cost raw materials, taking into consideration future scale‑up production and cost control.
From an industrialization perspective, we believe that polymeric nanocarriers may offer advantages in structural stability and potentially reduced dependence on cold chain logistics, which is relevant to future clinical application and distribution. We are preparing to initiate an IIT study targeting two targets, with the goal of validating the feasibility of our technology pathway through clinical phases.
Our R&D model is "beginning with the end in mind," emphasizing early interaction with clinical experts. We view in vivo CAR‑T as an early‑stage field that requires exploration of multiple technical solutions, and polymeric nanocarriers represent one of the important approaches. Their ultimate value must be confirmed through rigorous clinical data.
Qi Feifei, CTO of Beijing Yimiao Shenzhou: When used in vivo, viral vectors are genuine drugs, and the regulatory requirements are completely different.
There are fundamental differences between the in vitro and in vivo applications of viral vectors. When used in vitro, viral vectors are not considered drugs but rather "ex vivo gene modification systems"—they are raw materials used in drug manufacturing. However, when used in vivo, they are genuine drugs. This determines that the regulatory requirements are completely different: in vitro vectors only need to follow GMP guidelines, whereas in vivo products must strictly adhere to GMP, with significantly higher quality risks.
In in vivo applications, the design of the viral vector is crucial—especially the design of the vector itself, such as the modification of the envelope protein VSVG. This affects not only infection targeting but also vector stability. Foreign companies have already established patent barriers in this area, so we must think about how to break through and achieve innovative designs.
Furthermore, manufacturing processes and quality control are key to industrialization. In vitro vectors have lower impurity requirements, whereas in vivo products must strictly comply with regulatory requirements to reduce host proteins, nucleic acids, and other impurities to safe levels. At the same time, stable bioactivity assays that simulate the mechanism of action need to be established. Large‑scale production is the direction for cost reduction, but lentiviral production relies on transient transfection, which is difficult to scale up. Establishing stable producer cell lines is a prerequisite for achieving scale‑up and production stability.
Finally, quality research must be carried out throughout the entire process. Safety is the top priority. Adequate quality characterization of vector‑related impurities is necessary to comprehensively evaluate safety, establish impurity control standards, and guide the development of manufacturing processes. Dose calibration should also be based on physical metrics such as particle number, rather than inconsistent activity units.
In summary, from design to production to quality control, the requirements for in vivo gene therapy products are far higher than those for in vitro applications. Systematic planning from an early stage is essential to develop truly safe and effective drugs.
Qiu Mantang, Researcher at Peking University People's Hospital and Founder of Qiming Bio:
Multiple advantages of circular RNA in stability, manufacturing process, and efficacy.
We chose circular RNA primarily because of its significant stability advantage over linear RNA. Its closed loop structure has no free ends, allowing it to effectively resist degradation by exonucleases. Furthermore, in terms of manufacturing, the synthesis of circular RNA uses a one‑step method—a catalyst is added after in vitro transcription—eliminating the need for capping, tailing, and base modification required for linear mRNA. This makes the production process of circular RNA simpler and less costly.
Based on this, we have developed a new circular RNA system. Experimental data show that this system significantly prolongs protein expression time in vivo. On the application front, we worked with collaborators to design a novel CAR construct, and this new CAR has been used in an exploratory study involving six patients with solid tumors in Jiangsu Province.
We have validated the circular RNA‑based in vivo CAR system in animal models. Using an orthotopic lung tumor model of highly aggressive small cell lung cancer, we administered LNP‑encapsulated circular RNA intravenously. The treated mice showed significantly extended survival. At the study endpoint (28 days), 3 out of 4 mice in the treatment group were still alive, providing preliminary evidence of the therapeutic potential of this technology.
Finally, regarding product quality, our circular RNA has completed manufacturing process testing, and its purity meets the relevant requirements of China’s National Medical Products Administration (NMPA).
Gao Shang, Deputy General Manager of Yuanxing Gene: Advantages and challenges of using circular RNA for product development from a CMC perspective.
Circular RNA has a covalently closed loop structure without the ends found in linear RNA, which gives it two major advantages: First, it has low immunogenicity—even without the use of modified nucleotides, it effectively avoids activating inflammatory pathways. Second, it has a long in vivo half‑life, extending expression duration from days to weeks. Our customer data shows that it can stably express for more than 10 days in vivo, and some molecules can even reach 35 days, significantly improving dosing intervals and patient compliance.
However, the absolute peak expression level of circular RNA is generally lower than that of linear mRNA. To address this, we have performed global optimization using our proprietary algorithm platform, achieving several‑fold increases in expression, and we continue to optimize its circularization efficiency and translational performance.
The core challenge in manufacturing lies in purification. The main impurities in circular RNA are uncyclized linear precursors and fragmented impurities, whose physicochemical properties are very close to those of the target product, making separation difficult. After more than a year of development, we have created a dedicated chromatography‑based purification platform that effectively separates circular products from linear impurities. At the same time, we have established highly sensitive analytical methods for validation. In all our current projects, the purity of circular RNA is consistently maintained above 95%, which is the quality foundation for ensuring low immunogenicity of the product.
In terms of delivery systems, we are actively developing a novel LNP technology at an early stage. In summary, we have built a full‑process platform covering sequence design, circularization, purification, and scale‑up production, dedicated to advancing circular RNA technology from the laboratory to true commercial application.